





When tackling aluminum welding, achieving robust and clean welds can be daunting. However, by employing correct techniques and precautions, you can effectively steer clear of producing bad aluminum welds.
Why Is Aluminum Hard To Weld?

High Thermal Conductivity: Aluminum has high thermal conductivity, meaning it disperses heat quickly. This property can make it challenging to maintain a stable weld pool and control the heat-affected zone during the welding process.
Oxide Layer: Aluminum forms a tough oxide layer on its surface, which can inhibit the formation of a strong weld. This oxide layer must be removed prior to welding through proper cleaning and pre-treatment processes.
High Sensitivity to Heat: Aluminum is more sensitive to heat compared to other metals. Excessive heat input can lead to distortion, warping, and even burn-through, making precise heat control crucial during welding.
Dissimilar Metal Concerns: When welding aluminum to other metals, issues such as galvanic corrosion can arise due to the differing properties of aluminum. Proper filler material selection and joint preparation are essential to mitigate these concerns.
Cracking Susceptibility: Aluminum is prone to cracking, particularly in situations where proper joint design and fit-up are not observed. Careful consideration of welding parameters and techniques is necessary to prevent cracking in aluminum welds.
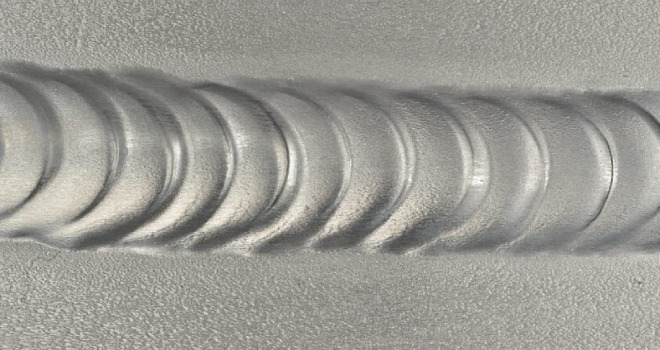
Bad Aluminum Welds Types

There are several types of defects that can occur in aluminum welds, contributing to what is commonly referred to as “bad aluminum welds.”
Porosity: Porosity appears as cavities or voids within the weld metal caused by gas entrapment during solidification. This can weaken the weld and reduce its integrity.
Cracking: Cracking can occur in bad aluminum welds due to factors such as rapid cooling, high residual stresses, or improper joint preparation. Cracks can compromise the structural integrity of the weld.
Incomplete Fusion: Incomplete fusion happens when the weld metal does not properly bond with the base metal or previous weld passes, leading to weak spots in the weld joint.
Lack of Penetration: Lack of penetration occurs when the weld metal fails to fully penetrate the thickness of the base metal, resulting in a weak and unreliable joint.
Undercutting: Undercutting is a groove formation along the weld toe or the base metal adjacent to the weld bead, which can weaken the weld joint.
Overlap: Overlap, also known as cold lapping, happens when the weld bead fails to fuse properly with the base metal, resulting in a surface layer that sits over the base metal without bonding.
How To Avoid Bad Aluminum Welds?
Aluminum Cracking Solutions
To address cracking in aluminum welding, select a filler metal that matches the base metal’s chemistry and ensure proper joint alignment to prevent hot cracking. For cold cracking, preheat the metal to temperatures above 600°F to impede hydrogen diffusion and mitigate the risk of cold cracking.
Aluminum Burn-through Solutions
To prevent burn-through in aluminum welding, adjust the heat input by using lower amperage for TIG welding or utilizing pulsing guns for MIG welding. Properly matching the heat and speed settings during welding can help avoid overheating and the formation of holes in the metal.
Aluminum Porosity Solutions
To combat porosity in aluminum welds, thoroughly clean the metal surface before welding to remove any contaminants that could lead to gas absorption. This cleaning step helps prevent the entrapment of gas in the molten metal, ensuring stronger welds less susceptible to breakage and wear.
Common Tips For Aluminum Bad Welds

When dealing with aluminum welding, it’s essential to address and prevent common issues that can lead to subpar welds. Here are some key tips to help you tackle and overcome challenges associated with bad aluminum welds:
Material Selection
Choose the correct aluminum alloy and filler material that are compatible with each other to ensure a strong weld.
Best Aluminum For Welding
When it comes to selecting aluminum for welding, understanding the different families of aluminum alloys is crucial. Aluminum alloys are identified by four-digit codes, with the first digit indicating the alloy family. This classification system helps in determining the weldability of a particular alloy. It’s also important to match the appropriate weld rod or wire with the alloy for successful welding.
The 1XXX family, which closely resembles pure aluminum, is known for being easy to weld. For example, 1100 aluminum is commonly used as a filler material with these alloys. Moving on to the 3XXX alloys, they offer moderate strength and excellent formability, making them highly suitable for welding applications. Welding these alloys often involves using filler rods like 4043 or 5356.
In contrast, the 2XXX, 6XXX, and 7XXX series aluminum pose challenges in welding, but there are exceptions within each group. While 2XXX alloys are generally difficult to weld, alloys like 2219 and 2519 are exceptions and are typically paired with fillers such as 2319 or 4043. The 6XXX family is susceptible to cracking under high temperatures, but with proper techniques and fillers like 4043 or 5356, successful welding can be achieved. Similarly, the 7XXX alloys, known for their issues with cracking and corrosion, can be effectively welded using specific alloys like 7003, 7005, and 7039 along with filler materials like 5356.
Cleanliness
Before welding, ensure that aluminum surfaces are meticulously cleaned using appropriate methods such as solvent wiping, brushing, or grinding to eliminate any dirt, grease, or oxide layers. Contaminants can lead to defects like porosity and weaken the weld.
Joint Preparation
Proper joint preparation involves beveling or chamfering the edges to create a suitable groove for welding. Fit-up and alignment are critical to ensure proper fusion and strength in the weld. Incorrect joint preparation can result in cracking or incomplete fusion.
Heat Control
Maintaining precise control over heat input is crucial to prevent burn-through, distortion, and other heat-related defects. Adjusting parameters like voltage, amperage, and travel speed can help achieve the desired heat input for a successful weld.





